 Natural
Latex tubing has been used extensively in the health care industry.
Known for its extreme flexibility, the applications has been expand
to the other applications such as Drain tubing, Model glider launching,
Exercise devices, Elastic band, Slingshots, Tourniquet bands, Non-aerol
can lines etc. Natural
Latex tubing has been used extensively in the health care industry.
Known for its extreme flexibility, the applications has been expand
to the other applications such as Drain tubing, Model glider launching,
Exercise devices, Elastic band, Slingshots, Tourniquet bands, Non-aerol
can lines etc.
Manufacturing Process (using Heat-sensitised latex
compound)
The basic requirements needed are Compounding Tank, Glass extrusion
apparatus, Perforated trays and Washing, chlorinating and drying facilities
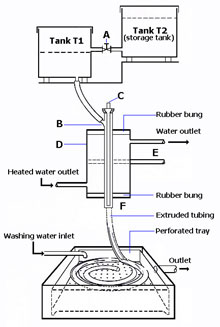
(Referring to diagram)
- Compounding of latex
Latex is first de-ammoniated using formaldehyde
to provide a base compound ready for heat.
- Addition of heat-sensitising agent
To prepare heat-sensitised compound, heat-sensitise
agent is added to base compound. Blend thoroughly, then allow to
stand for removal of bubbles. The heat-sensitised compound is stored
in a storage tank (storage temperature should be kept at 20°C
or slightly lower).
- Extrusion
Compound from tank T1 is allowed to flow through
the glass extrusion tube (B) over a fixed glass core (C). The extrusion
tube is surrounded by a water jacket (D) through which water at
50°C - 60°C is circulated to gel the tubing. An adjustable
support (E) is fitted so that the height and consequently the gravity
head of compound, can be adjusted slightly to maintain even flow.
The tube emerges from the outlet (F) is in a firm gelled state.
- Washing
The gelled tubing is led directly into a perforated
tray immersed in a tank of cold running water. The tubing may be
cut off from the extrusion outlet and the tray is removed to another
washing tank. Production may continue collecting more tubing in
another tray. Time required for washing depends upon the thickness
of the tubing, but is typically about 4 hours.
- Chlorinating process
Chlorinating helps to reduce surface tack and
preserve the general appearance of the tubing. The tubing should
be immersed in the chlorinating solution for about 8 minutes. Provision
should also be made for the chlorinating solution to circulate through
the tubing when long lengths of tubing being processed. After chlorination,
the tubing should be thoroughly rinsed in clean water.
- Drying
After chlorinating process and rinsed, the tubing
should be dried in an oven or heated room at approximately 50-60°C.
The time required will depend upon the wall thickness and bore of
the tube, quantity of tubing being dried, oven efficiency etc.

|

